
Veolia Water Technologies and Miele Professional have collaborated to enhance a major research facility’s glassware washer capacity. Miele Professional’s PLW8617 large-capacity glassware dishwasher paired with Veolia’s CENTRA centralised RO system combined to create a solution that prioritises a high delivery date and robust redundancy to minimise downtime.
The client – a major industrial chemical research facility – was having issues with its existing laboratory washer. Due to the use of harsh substances, the washer chambers were being coated with leftover residue, turning black and ultimately becoming unusable. Research members from the facility were invited to Miele Professional’s Abingdon test wash centre to wash the contaminated drums. The client then opted to trial the highest specification of the PLW8617 washer to replace its existing one. With a focus on sustainability, the PLW8617 includes a recycling tank that can recycle water from the final rinse to use in the next wash – saving 30L of water – or as a preheated tank to speed up cycles for the following loads. Miele Professional’s technicians designed a unique cycle programme to be used in the PLW8617 using different chemicals to target the contaminants and prevent the build-up of residue that had occurred before.
Due to an existing relationship with Veolia Water Technologies, the facility’s team also approached the water treatment specialist to help develop a centralised purified water system to feed the specialist washer units.
The requirements included purifying, storing and distributing approximately 1.5m3 litres of purified water per day at a 14 L/min peak flow rate per washer, with the ability to run up to three Miele PLW8617 washers simultaneously. The system also needed to comprise at least two water treatment units, to ensure that a 50% redundancy could be achieved and allow glassware washing to continue even if one unit is down for maintenance.
The choice of water treatment solution also needed to consider the logistical challenges of the site, including the limited space available for a water treatment plant. The solution needed to be installed in an area of just 5m2, while the pipework would be routed around existing assets. Furthermore, owing to the high-priority nature of the work carried out by the laboratory, the conjoined project had to be managed within a tight one-week window of opportunity (from installation and commissioning to end-user training).
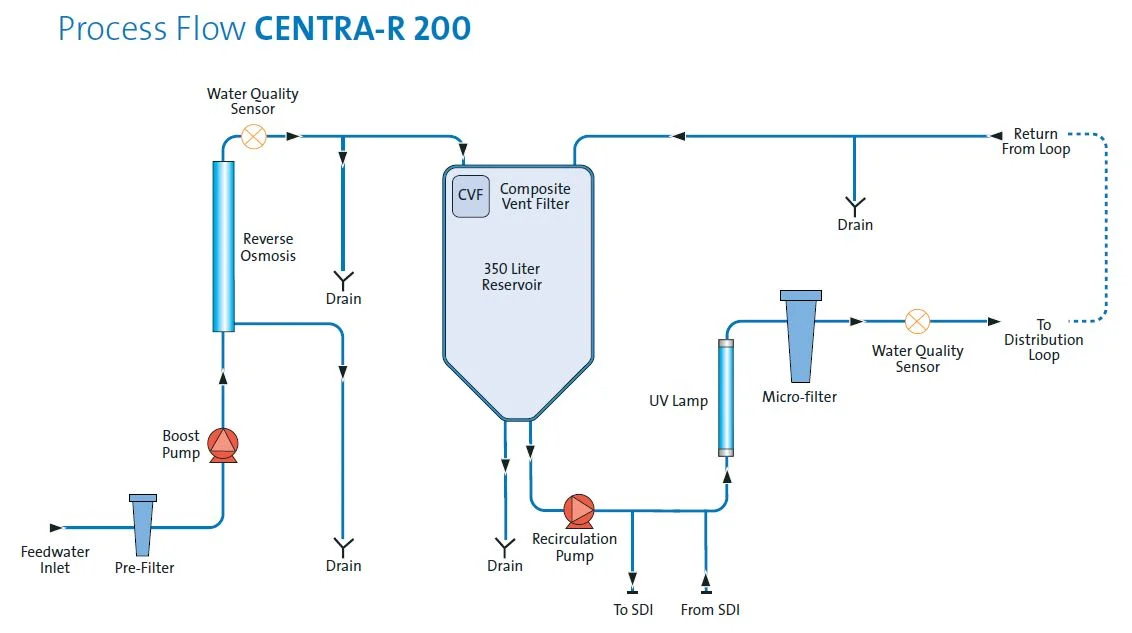
Veolia Water Technologies recommended two CENTRA R 200 HFV units with carbon filters for water pre-treatment and designed two 22mm ring mains with three duplex take-off points. CENTRA R 200 uses reverse osmosis, UV and ultrafiltration to deliver up to 200 litres per hour of Type III water. The system also includes a 350-litre integral reservoir, and an inverter-driven pump capable of market-leading flow rates of up to 30 L/min. These compact water treatment units allowed simple and rapid deployment and easy integration into the laboratory environment.

Both CENTRA units were installed in parallel, with each glassware washer fed from both ring mains through a duplex manifold. This custom arrangement ensures that the equipment is never out of water: if a purifier undergoes maintenance, the second is capable of supporting the lab through a period of staggered activity, without ever having to press a button or turn a valve. As a packaged solution, they also eliminated the need to create engineering diagrams, bespoke operation manuals or to complete a user acceptance test. As such, the initial proposal was developed and agreed upon within just twelve days of the site visit.
Miele Professional and Veolia Water Technologies worked together to successfully install the upgraded solution, overcoming challenges including the limited space available for the two CENTRA units and a very short timeframe.
Etienne Arman, Scientific Area Sales Manager at Veolia Water Technologies said:
“We were delighted to be able to help our client to improve the performance of its facilities in conjunction with the team at Miele Professional. This project is an excellent example of how the CENTRA™ units can be deployed to achieve a robust and reliable centralised purified water supply in a simple and effective way.”
Nadine Bellamy Thomas, National Account Manager for Lab and Medical at Miele Professional said:
“Miele Professional love a challenge. This project brought the best out of the team. We managed to remove a difficult contamination with a custom program in the large chamber machine at the test wash centre, deliver a more sustainable product with regards to water usage and as always give a great customer experience during installation working alongside Veolia.”

