
Veolia Water Technologies has designed and installed two SIRION Mega Reverse Osmosis (RO) units for a Yorkshire-based speciality chemical company. The engineered solution has increased reliability, reduced the site’s energy and water consumption and eliminated the need for using hazardous chemicals such as acid and caustic.
The chemical company’s old water treatment plant had become unreliable, difficult to support and costly to maintain. It consisted of an existing borehole system used only to feed a select few processes on-site, and an ageing demineralisation plant that was increasingly difficult to maintain due to obsolete parts. The customer wanted to maximise the borehole’s use to reduce costs and provide a system that could feed multiple applications including lower-quality water users as well as other more critical high-quality applications.
Veolia Water Technologies’ longstanding and successful relationship as a service provider enabled it to work closely with the client and provide the best solution to meet the requirements. A key driver was to replace the demineralisation plant, which used acid and caustic as part of its regeneration process. The plant’s use of chemicals had several implications; cost, given the need for regular replenishment of the chemicals, health and safety concerns given the handling of the material, and regular maintenance as the chemicals had caused extensive corrosion damage over the years.
Veolia recommended replacing the old equipment with two SIRION Mega Reverse Osmosis (RO) units. These RO systems remove up to 98% of dissolved inorganics and over 99% of large, dissolved organics, colloids, and particles. Furthermore, unlike a demineralisation plant, chemicals are not needed for its daily operation. Fitted with a frequency-controlled variable speed pump, the RO units offer savings of up to 50% on electrical power compared to conventional units, in addition to an overall reduction in water consumption.
The new installation also comprises water softener and chemical dosing, to protect the RO membranes from fouling due to the aggressive nature of the feed water. To maximise the use of the borehole supply and therefore reduce water consumption and costs, an iron removal filter was included to ensure the iron and solids within the borehole did not foul the system.
A degasser was also installed to eliminate the CO2 in the water and reduce the conductivity to help meet the water specification. A membrane process was selected for this, as opposed to chemicals or a degassing tower, in order to reduce the long-term operating costs and avoid the need to store and handle chemicals for those on-site. A bulk salt saturator has also been installed to eliminate manual handling and to ensure that the salt usage was as cost-effective as possible.
Speaking about the project, Ben Moore, Business Development Manager at Veolia Water Technologies said:
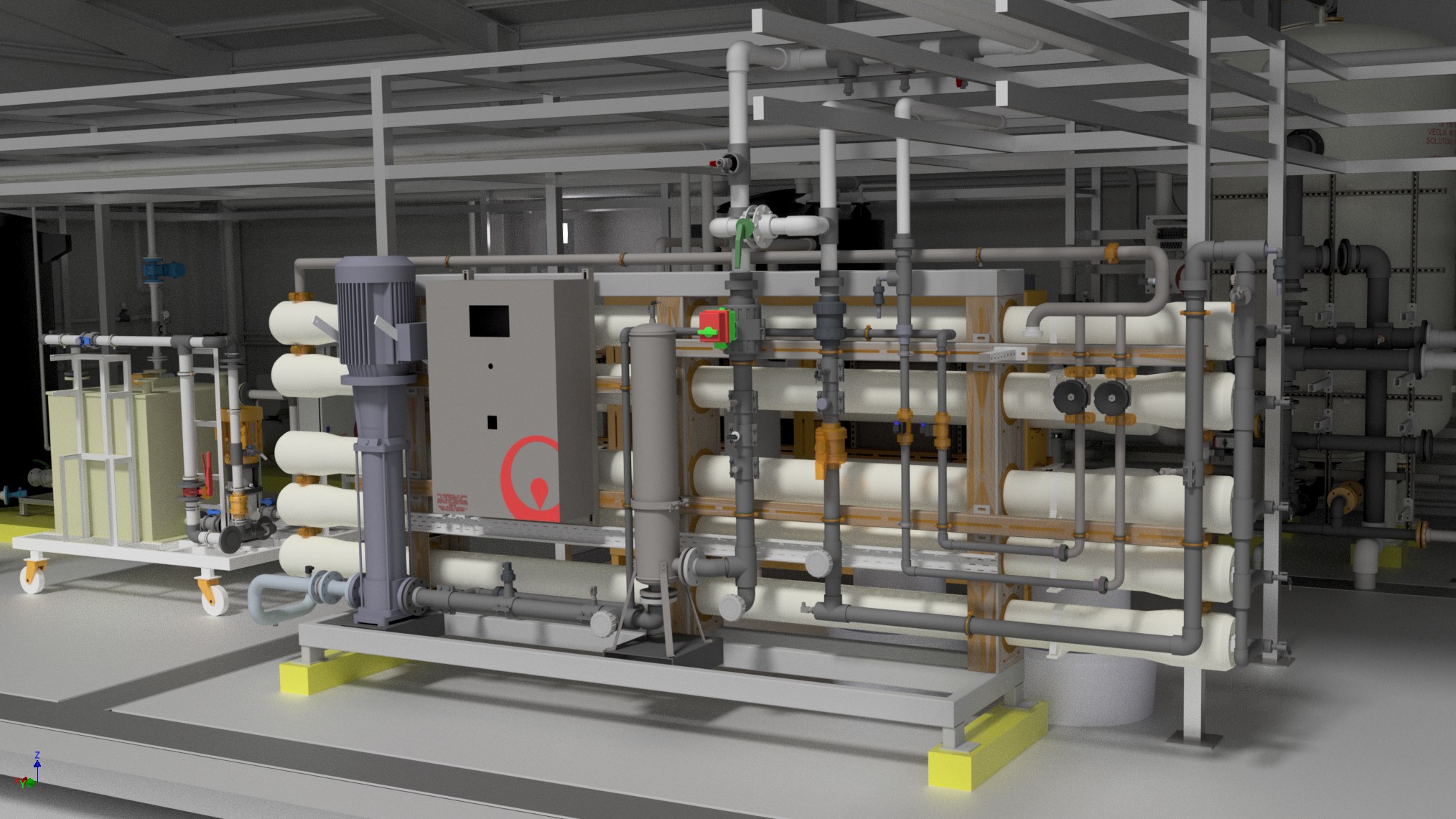
“This was a significant installation, and its scale was complex. It’s an engineered solution made up of Veolia’s standard equipment, but the project stands out because it uses so many key elements, including tanks, pumps, filters, softeners, two RO plants and a large control panel that focuses on sustainability and long-term reliability.
“We’ve used standard filtration for the borehole and a softener, which pre-treats the water before it goes into the two RO units. Our process and engineering team devised a way to split the two qualities of water produced and ensure they never ran out of water if the borehole extraction limit was exceeded.”

The installation replaces all the chemical manufacturer’s old equipment and was installed in a new 16m x 12m dedicated plant room. The speciality chemical company now has increased reliability and has experienced significant cost savings as borehole water is mainly used. Veolia Water Technologies’ long-term involvement with the client will continue with servicing and maintaining existing facilities, which are necessary for the ongoing operation of the reverse osmosis system.

